东莞市安拉数控工具有限公司
专业从事研发、生产及销售切削工具为一体的方案技术型公司
专业从事研发、生产及销售切削工具为一体的方案技术型公司



超高硬度与耐磨性
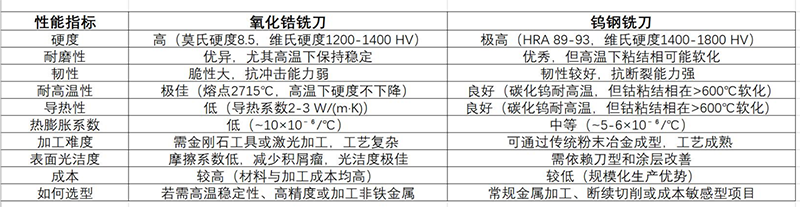
洛氏硬度(HRA)达 90-93,耐磨性是硬质合金的 3-5 倍,适合加工高硬度材料(如碳纤维、钛合金)。
应用场景:精密机械零件、航空航天部件的长期切削。
耐高温性能优异
熔点高达 2700℃,1200℃下仍保持高硬度,可承受高速加工产生的高温,避免刃口软化。
典型案例:火箭发动机燃烧室的高温合金加工。
化学惰性与抗腐蚀
不与金属、塑料等材料发生化学反应,避免加工污染,适合医疗、食品等高洁净度领域。
优势:加工铝合金、钛合金时无黏刀现象。
低摩擦系数
摩擦系数约 0.4-0.6,切削力小,可减少材料变形,尤其适合薄壁件和复合材料。
适用材料:聚四氟乙烯(PTFE)、ABS 等易受热变形的塑料。
刃口锋利持久
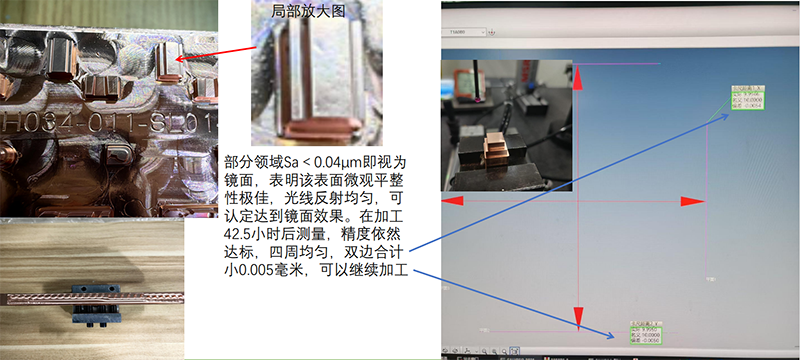
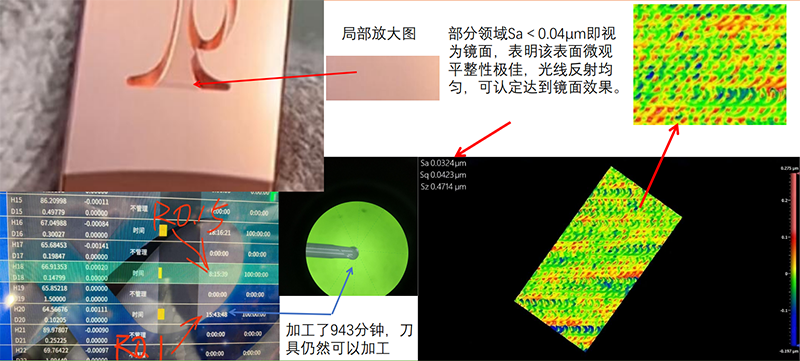
微观刃口可保持纳米级锋利度,切削表面光洁度高,减少后续抛光工序。
脆性大,抗冲击性差
断裂韧性仅 3-5 MPa・m¹/²(硬质合金为 10-15),易因振动或冲击崩刃,需避免加工带缺口或锐角的工件。
风险场景:复杂型腔铣削、断续切削。
导热性差
导热系数仅 2.0 W/(m・K),切削热易集中,可能导致材料热损伤或刀具热疲劳。
解决方案:需搭配高效冷却(如液氮、高压内冷)。
刃口易磨损
加工陶瓷基复合材料、石英玻璃等超硬材料时,刃口微观磨损较快,需定期刃磨或使用涂层刀具。
对设备要求高
需高刚性机床和动平衡刀柄(转速>10,000 rpm),初期投资成本较高。
陶瓷刀具采用氧化锆基复合材料,钨钢(主要成分是碳、钨、钴)在使用过程中,其钴结合相相对容易被切削剂、冷却剂或润滑剂侵蚀,导致碳化物相对加速磨损,而氧化锆则避免了这一问题,切削刃保持锋利的时间比硬质合金刀具延长四倍以上
氧化锆铣刀的优势场景:铜,铝,石墨,工业塑料,复合材料 (根据特性优势)
高温高速加工:如航空航天领域加工镍基合金、钛合金时,氧化锆耐高温特性可减少刀具磨损。
非铁金属精加工:加工铜材时,低摩擦系数减少积屑瘤,提升寿命和表面光洁度。加工铝及铝合金材质时可减少铝材粘刀,低导热性避免切削热导致工件变形
氧化锆陶瓷刀在加工紫铜等纯铜材料时,其性能表现与材料特性密切相关。以下是其优点
一、优点
高硬度与耐磨性
氧化锆陶瓷刀硬度达 HRA 90-93,远高于纯铜(HV 35-45),可显著减少刀具磨损,延长使用寿命。
适用场景:铜合金精密零件的长时间连续加工(如电子接插件、散热片)。
低摩擦系数
摩擦系数约 0.4-0.6,切削力小,可降低纯铜因延展性导致的 “粘刀” 现象,减少积屑瘤生成,提升表面光洁度(Ra≤0.8μm)。
优势体现:薄壁件、微槽等易变形结构的加工。
化学惰性
与铜无化学反应,避免加工过程中铜离子扩散至刀具或工件,适合医疗、电子等对材料纯净度要求高的领域。
耐高温性
在 1200℃下仍保持高硬度,可承受高速切削产生的热量,减少因温升导致的刀具软化或铜材料热膨胀变形。
工程塑料:
聚碳酸酯(PC)- 特性:高透明度、刚性好、易产生切削热。
优势:陶瓷刀锋利且耐高温,减少切削热对材料的影响,避免边缘熔化或崩裂。
聚甲醛(POM)- 特性:刚性高、摩擦系数低、易脆化。
优势:陶瓷刀的高硬度和耐磨性可减少刀具磨损,避免因刀具钝导致的材料撕裂。
聚四氟乙烯(PTFE)- 特性:低摩擦、高韧性、易粘性。
优势:陶瓷刀不粘材料,刃口锋利,可减少切削阻力,避免材料表面产生划痕或毛刺。
ABS(丙烯腈 - 丁二烯 - 苯乙烯共聚物) - 特性:综合性能好、易加工但易产生内应力。
优势:陶瓷刀切削力小,可降低加工应力,适合高精度切割。
尼龙(PA) - 特性:韧性高、耐磨性好。
优势:陶瓷刀的高硬度可有效切断纤维结构,避免刀具卷刃。
复合材料:碳纤维增强塑料(CFRP)
特性:高强度、高硬度、易分层。
优势:陶瓷刀可减少对碳纤维的撕扯,保证切口平整。氧化锆耐磨性优异,可抵抗碳纤维的磨粒磨损,减少分层缺陷。
石墨加工:
特性:高硬度与耐磨性,化学惰性
优势:石墨加工时因摩擦易升温,普通刀具(如硬质合金)在高温下可能氧化或软化。氧化锆刀具可承受更高温度,避免热变形和刀具失效。
刃口持久锋利:氧化锆陶瓷刀的硬度远高于石墨,可长时间保持纳米级刃口锋利度,减少频繁换刀。
高速切削能力:石墨加工常需高转速(10,000-30,000 rpm)以减少热影响,氧化锆陶瓷刀在 1200℃下仍保持高硬度,可承受高速切削产生的热量。
无黏刀现象:加工石墨时不产生积屑瘤,确保切削稳定性。
氧化锆刀具凭借高硬度、耐高温、低摩擦和化学稳定等特性,成为石墨,铜,铝,工程塑料,复合材料加工的理想选择,尤其适合高精度、高效率和恶劣环境下的应用。其性能优势在延长刀具寿命、提升加工质量和降低综合成本方面表现突出。

氧化锆(化学式 ZrO₂)是锆的主要氧化物,常态下为白色晶体,具有以下核心性质:
高熔点与化学稳定性:熔点达 2715℃,高温下仍能抵抗酸碱腐蚀(除热浓硫酸、氢氟酸等)。
氧化锆陶瓷的硬度范围:
氧化锆陶瓷的莫氏硬度通常介于 8 至 8.5 之间,属于高硬度材料范畴,部分氧化锆制品的硬度可以超过 9,仅次于金刚石。具体数值取决于材料类型和测试条件。钨钢的莫氏硬度为 8.5-9,其硬度在 HRA(洛氏硬度)标准下为 86-92,相当于 HRC(洛氏硬度)67-81。
优异的机械性能:氧化锆的高硬度使其在精密加工、牙科修复、电子工业、航空航天能源的高温部件和手表制造等领域广泛应用。其高硬度和优异的力学性能使其在多个工业领域具有重要应用价值。
陶瓷刀具采用氧化锆基复合材料,钨钢(主要成分是碳、钨、钴)在使用过程中,其钴结合相容易被切削剂、冷却剂或润滑剂侵蚀,导致碳化物相加速磨损,而氧化锆则避免了这一问题,磨损量几乎不随使用次数的增加而增加,切削刃保持锋利的时间比硬质合金刀具延长四倍以上。
氧化锆铣刀的优势场景:
高温高速加工:如航空航天领域加工镍基合金、钛合金时,氧化锆耐高温特性可减少刀具磨损。
非铁金属精加工:加工铜材时,低摩擦系数减少积屑瘤,提升寿命和表面光洁度。加工铝及铝合金材质时可减少铝材粘刀,低导热性避免切削热导致工件变形。
工程塑料(如 PEEK、PTFE):刃口锋利度高,切削阻力小,适合医疗器械精密成型。
复合材料:碳纤维增强塑料(CFRP),氧化锆耐磨性优异,可抵抗碳纤维的磨粒磨损,减少分层缺陷。
氧化铝陶瓷(Al₂O₃):同属陶瓷材料,避免化学扩散磨损,加工效率比金刚石刀具高(成本更低)。
经济性与寿命权衡:
氧化锆:单件成本高,但在高温、高精度场景下寿命可达钨钢的 4 倍左右,长期使用可能更经济。
目的:微小径陶瓷刀具在加工中需要注意的一些注意事项,对生产环境一些需求,能在加工中更好的运用,到达想要的生产效果。
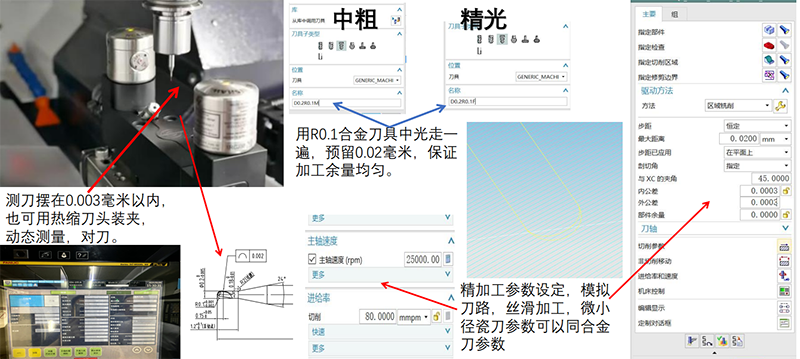
加工设备:加工设备高稳定性和高精度,定位精度能保证在0.003毫米以内,真圆度在0.002以内,主轴转数在25000 r/min以上。最好配备自动对刀仪(精度±0.5 μm)实现刀具长度和直径的精确测量。超精密加工时,最好能配备真空吸屑装置(吸力≥10kPa),实时清除微米级切屑,避免切屑堆积导致的加工误差或刀具磨损。
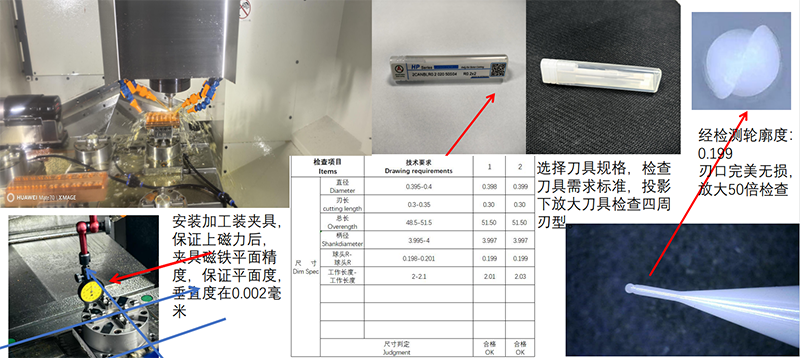
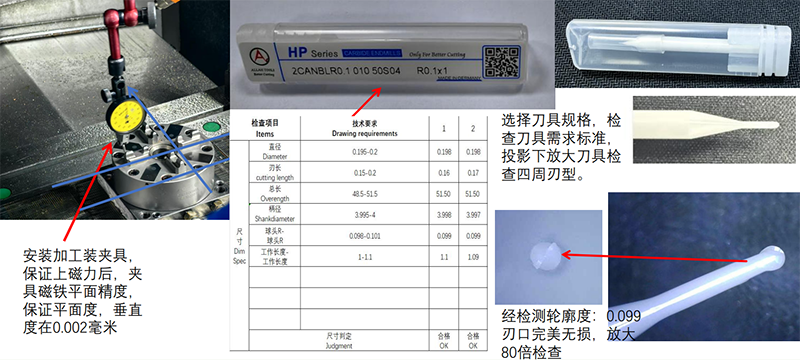
装夹方式:用高精密的刀柄夹头,通用热缩刀柄,采用热缩刀柄(夹持精度≤1μm)或液压微型刀柄,夹持力均匀分布,避免刀具偏心(跳动3μm)
余量控制:加工余量需求均匀,微小径精加工前保证加工余量波动在0.02毫米内。减少刀具受力断刃风险
运输存放:微小径运输取用中需要防震,用保护套包裹,单个刀具独立凹槽,避免直接堆叠、取放操作无接触刃口、轻拿轻放 佩戴无粉手套,避免用金属镊子夹取、敲击刀柄。
加工材料:可以加工材料铜,铜合金,铝,铝合金,石墨,工业塑料,复合材料 镍基合金、钛合金
冷却方式:气冷,油冷,油雾冷却,气冷 + 真空吸屑一体都可以运用。
加工参数:可以借鉴参考合金刀具,转数提高20%以上,步距,进给保持不变。需要镜面效果,可以减少步距提高转数.
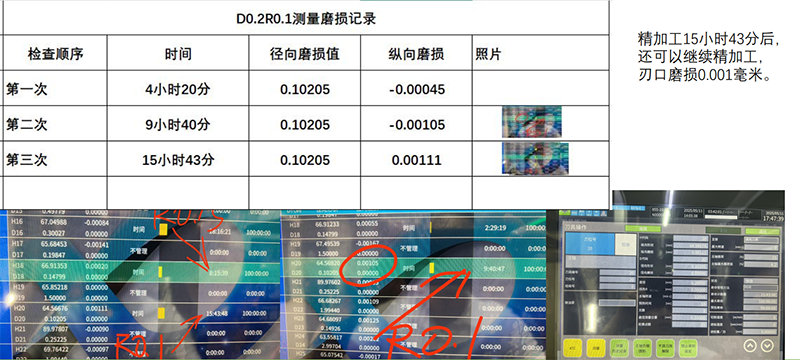
目的:做案例加工微小径球刀D0.2R0.1加工电极光洁度效果。做以下方案
加工设备:雅士达650
加工行程:600x500x280
主轴转数:40000RPM
刀柄:HSKE32
定位精度:0.002mm
测试刀具:球刀 D0.2R0.1
加工材料:红铜

目的:做案例加工微小径球刀D0.4R0.2加工MIM电极光洁度寿命效果。做以下方案
加工设备:雅士达650
行程:600x500x280
主轴转数:40000RPM
刀柄:HSKE32
定位精度:0.002mm
测试刀具:球刀 D0.4R0.2
加工材料:红铜